[VIP第1年] 指数:3
[VIP第1年] 指数:3
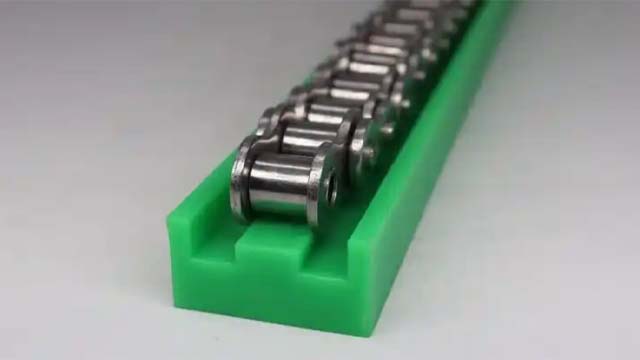
大规模生产固定成本占比低:随着产量增加,固定成本分摊到更多产品上,单位产品固定成本大幅降低。如上述5万元的模具,若生产10万件产品,每件产品分摊模具成本只0.5元。原材料采购成本低:大规模采购原材料,企业议价能力强,能获得更优惠的价格和更好的付款条件。同时,原材料利用率高,可通过优化生产流程、集中下料等方式,减少边角料浪费,降低单位产品原材料成本。人工成本低:可以采用自动化生产线和先进的生产设备,提高生产效率,减少人工工时,降低单位产品人工成本。并且能够实现精细化分工,工人专注于特定工序,提高生产效率和产品质量。规模效应明显:企业有更多资金投入研发和技术创新,改进生产工艺,提高产品质量和生产效率,降低次品率。同时,大规模生产有利于企业优化管理流程,提高管理效率,降低管理成本。该部件凭借尼龙的特性,制成多种异形状态,在工业生产中不可或缺。合肥高分子异形件批发

高分子异形件在实际应用中,因其具有耐磨、耐腐蚀等特点,维护保养相对较为简单,但仍需根据其特性进行适当的维护和保养,以延长使用寿命,以下是一些具体方法: 清洁 定期清理:高分子异形件表面容易吸附灰尘和杂质,定期使用干净的软布擦拭,可以防止灰尘等颗粒磨损异形件表面。对于一些不易擦拭的部位,可以使用压缩空气进行吹洗。 选择合适的清洁剂:当需要深度清洁时,应选择温和的清洁剂,避免使用含有强酸、强碱或有机溶剂的清洁剂,以免腐蚀尼龙材料。例如,可用稀释的中性洗涤剂溶液进行擦拭,然后用清水冲洗干净并擦干。 润滑 按需润滑:尼龙虽具有自润滑性,但在一些高速、高负荷的应用场景中,仍需适当添加润滑剂以降低摩擦,减少磨损。根据具体情况,可选择润滑油或润滑脂。 注意润滑方式:在涂抹润滑剂时,要确保润滑剂均匀地覆盖在异形件的摩擦表面。对于一些有特殊要求的异形件,如食品机械中的尼龙部件,需使用食品级润滑剂,以避免污染。北京附近高分子异形件其类型分标准与非标,价格按型号、形状复杂程度及材料成本核算 。

不同生产规模下,高分子异形件成本的变化趋势如下: 小规模生产 固定成本占比高:设备采购、模具制造等固定成本,会分摊到少量产品上,导致单位产品固定成本较高。例如,一套模具成本 5 万元,若只生产 1000 件产品,每件产品分摊模具成本 50 元。 原材料采购成本高:采购量小,难以获得价格优惠,且原材料利用率可能较低,边角料浪费相对较多,使得单位产品原材料成本增加。 人工成本高:生产过程中人工操作环节多,生产效率低,单位产品的人工工时成本较高。而且小规模生产难以实现精细化分工,工人可能需要兼顾多种工作,无法充分发挥专业技能,也会影响生产效率和成本。 缺乏规模效应:无法在生产工艺优化、设备更新等方面进行大规模投资,生产技术和管理水平相对落后,导致产品次品率较高,增加了生产成本。
优化模具设计 合理设计冷却系统:冷却通道的布局应根据异形件的形状、壁厚分布进行优化,使模具各部位冷却均匀。例如,对于壁厚不均匀的高分子异形件,在厚壁部位应增加冷却管道的数量或增大冷却管道的直径,以加快厚壁部位的冷却速度,减少因冷却不均导致的翘曲变形。 采用平衡式流道:流道设计应保证尼龙熔体在模具内均匀流动,避免出现流动不平衡现象。平衡式流道可以使熔体同时充满各个型腔,减少因充模时间不同而产生的内应力,从而降低翘曲变形的可能性。 设置合理的脱模机构:脱模机构的设计要确保异形件在脱模过程中受力均匀,避免因脱模力过大或不均匀导致异形件变形。例如,采用多个均匀分布的顶针进行脱模,顶针的直径和长度应根据异形件的结构和尺寸进行合理选择,以保证顶出时能提供足够且均匀的力。型号区分基于用途、尺寸规格,价格随材料性能、生产批量而变,类型丰富 。

提升设备与模具性能设备维护与升级:定期对生产设备进行维护保养,确保设备处于良好的运行状态。及时更换磨损的零部件,防止因设备故障导致生产中断或产品质量下降。同时,根据生产需求和技术发展,适时对设备进行升级改造,提高设备的自动化程度和生产效率。模具优化设计:设计合理的模具结构,确保尼龙熔体在模具内能够均匀流动,避免出现流动死角和熔接痕等问题。采用先进的模具制造技术和好品质的模具材料,提高模具的精度和使用寿命。例如,使用电火花加工、线切割等精密加工方法制造模具,保证模具的尺寸精度和表面质量。模具保养与维修:建立完善的模具保养制度,定期对模具进行清洁、润滑和防锈处理。在模具使用过程中,及时发现并修复模具的磨损和损坏,确保模具的性能稳定。同时,对模具的维修过程进行记录和分析,总结经验教训,为后续的模具设计和改进提供参考。常见型号涵盖定制与标准,类型有齿轮、结构件,价格受尺寸大小、工艺复杂程度影响。福建高分子异形件市场报价
价格依据型号、加工难易、材质定价,类型丰富满足多行业特殊要求 。合肥高分子异形件批发
料筒温度控制 选择合适的温度范围:不同类型的尼龙材料具有不同的熔点和加工温度范围。一般来说,常见尼龙 6 的料筒温度设定在 220 - 250℃,尼龙 66 的温度则在 260 - 290℃。在生产前,需根据尼龙材料的具体规格和特性,参考材料供应商提供的技术参数,确定合适的料筒温度范围。 分段设置温度:料筒通常分为多个加热段,从料斗端到喷嘴方向,温度应逐渐升高。这样可以使尼龙原料在料筒内逐步均匀受热,避免局部过热或过冷。例如,对于长径比较大的料筒,可将其分为 4 - 5 个加热段,每个加热段的温度递增 10 - 20℃,以确保原料在到达喷嘴前达到良好的熔融状态。 实时监测与调整:在生产过程中,使用热电偶等温度监测装置实时监测料筒各段的温度。一旦发现温度偏离设定值,及时通过加热或冷却系统进行调整。现代注塑机通常具备自动温度控制系统,可根据设定值自动调节加热功率,但仍需操作人员密切关注,防止出现温控系统故障导致温度失控的情况。合肥高分子异形件批发
文章来源地址: http://jzjc.yiqiyibiao.chanpin818.com/xjg/qtxjg/deta_27408072.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。